Si la pieza a impresa no se adhiere bien a la cama de impresión, puede deslizarse, caerse o deformarse. En el peor de los casos puede quedar pegada al hotend y se transforma desagradable problema.
Esto se debe principalmente a una mala nivelación de la cama, una temperatura incorrecta del extrusor o una mala calidad de la superficie de la base. La solución puede ser nivelar adecuadamente la cama de impresión, ajustar la temperatura del extrusor y usar una base de impresión de favorezca la dherencia. Por ejemplo: placas microtecturadas como PEI, o un cristal con la aplicaión de laca para el cabello.
2.- Obstrucción en el sistema de extrusión
Cuando notamos que el filamento no esta fluyendo como esperamos o escuchamos un sonido “clac-clac” en el extrusor es casi seguro que estamos en presencia de una obstrucción o tapón.
Esto puede tener varias causas. Acá te dejo un listado con su prosible solución.
Atascamiento del filemanto dentro del tubo bowden: En este caso debemos revisar que le filamento no tenga sescciones con sobre dimensiones y que puede pasar libremente por el tubo. Esto es poco comun pero he visto casos.
Boquilla muy pegada a la cama: Debemos siempre mantener nivelada la cama de nuestra impresora, para permitir que el filamento fluya libremente. Si la boquilla y lacama aestán demasiado juntas, la cama actuará como tampón impidiendo el flujo de filamento.
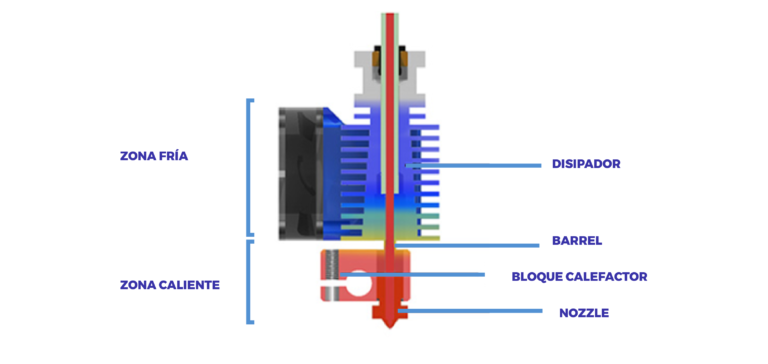
Exceso de temperatura en el hotend: Debemos procurar siempre utilizar la temperatura adecuada para imprimir nuestro filamento, sobre to si es PLA, el cual se imprime a temperaturas relativamente bajas. Si nos pasamos de temperatura existe la posibilidad de que el filamento se derrita dentro del tubo PTFE y eso producira un tapón seguro. Otra causa de que el filamento se derrita más arriba (en la zona fria) es que el ventilador del hoten (no el de capa) no este funcionand correctamente y no refrigere adecuadamente el disipador.
Problemas en el extrusor: En ocasiones el funcionameinto inadecuado del extrusor no empuje con la suficiente fuerza el filamento o siemplemete resbale. Esto hara que el filamento se quede mucho tiempo en la zona caliente del hotend produciendo que la temperatura suba por el barrel. Además existe la posibilidad de carbonización del filamento lo que produce una obstrucción que no podrá quitarse fácilmente.
3.- Mala calidad en las piezas impresas
Siempre lo digo, el 90% de la calidad final de una pieza impresa esta dada por el lamindo, es decir, como el usuario prepara el gcode de un modelo a imprimir a usando un slicer.
Este punto da para mucho, pero te voy a dejar uns consejos que en post siguientes abordaremos en detalle y que se refieren principalmente a configuraciones en el slicer.
Impresora bien calibrada: Lo primero es lo primero, la impresora debe estar en buenas condicones, ojalá en optimas condiciones. Es la principal herramienta para la impresión 3D. si nuestra máquina anda mal, ya nada que hagamos va a hacer que nuestras piezas resulten bien. Si bien es cierto en mi opinion el porcentaje que le asigno a la impresora respecto al resultado es bajo, ese pequeño procentaje es vital.
Elegir el material adecuado y la temperatura adecuana de impresión: Esto es muy importante, unos grados más o unos grados menos pueden hacer una gran diferencia. La temperatura afecta radicalmente en voladizos, adherencia entre capas, y stringing. Incluo hay ocasiones que afecta al color o aspecto del resultado final.
Velocidad: Es muy importante elegir la velocidad adecuada de impresión. Debo elegir la velocidad a conciecia consierando forma, tamaño y psoición de la pieza. Hay 3 velocidades muy importantes a las cuales debemosmponer ojito. Velocidad de impresión, velocidad del utlimo perímetro y velocidad de relleno. En post siguientes vamos a profundizar en estas velocidades para conseguir el mejor resultado.